





 不锈钢拉伸折弯件加工优点同在冲压加工中容易出现的问题
不锈钢拉伸折弯件加工优点同在冲压加工中容易出现的问题一、不锈钢拉伸折弯件加工优点
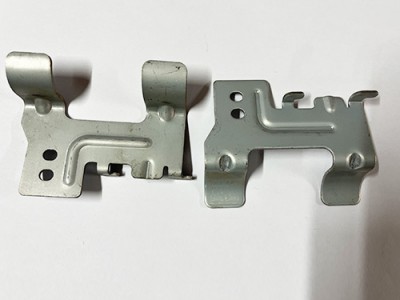
五金折弯就是利用冲床及模具将不锈钢,铁,铝,铜等板材及异性材使其变形或断裂,达到具有形状和尺寸的一种工艺。
折弯工艺大致可分为分离工序和成形工序(又分弯曲、拉深、成形)两大类。分离工序是在折弯过程中使金属折弯件与坯料沿的轮廓线相互分离,同时不锈钢拉伸折弯件分离断面的质量也要满足的要求;成形工序是使折弯坯料在不破坏的条件下发生塑性变形,并转化成所要求的成品形状,同时也应满足尺寸公差等方面的要求。
不锈钢拉伸折弯件主要表现如下:
1、折弯时由于模具保证了不锈钢拉伸折弯件的尺寸与形状精度,且一般不破坏不锈钢拉伸折弯件的表面质量,而模具的寿命一般较长,所以折弯的质量稳定,互换性好,具有“一模一样”的特征。
2、不锈钢拉伸折弯件的生产效率高,且操作方便,易于实现机械化与自动化。这是因为折弯是依靠冲模和不锈钢拉伸折弯件来完成加工,普通压力机的行程次数为每分钟可达几十次,高速压力要每分钟可达数百次甚至千次以上,而且每次折弯行程就可能得到一个冲件。
3、折弯可加工出尺寸范围较大、形状较复杂的零件,如小到钟表的秒表,大到汽车纵梁、覆盖件等,加上折弯时材料的冷变形硬化效应,折弯的强度和刚度均较高。
4、折弯一般没有切屑碎料生成,材料的消耗较少,且不需其它加热设备,因而是一种省料,节能的加工方法,不锈钢拉伸折弯件的成本较低。
二、在不锈钢冲压折弯件中容易出现的问题
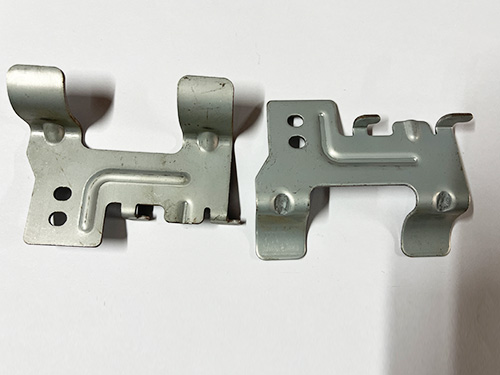
不锈钢冲压折弯件是一种常见的不锈钢冲压折弯件,工艺方面也是相对比较简单的,但在实际生产中,或多或少也是会出现一些问题的,比如外观不良、尺寸不符合标准,出现裂纹、凸起、压痕、滑料的质量问题等。以下是我们总结出的不锈钢冲压折弯件在不锈钢冲压折弯件中容易出现的问题,希望对您有帮助。
1、折弯后不锈钢冲压折弯件尺寸不达标或者形状有偏差
加工的钢板都是具有一定的回弹性的,在开模前一定要将材料的回弹性考虑进去,在设计不锈钢或者弹簧钢不锈钢冲压折弯件时,在正式确定折弯模具尺寸前先对回弹量进行试验。
2、产品表面质量不良
不锈钢冲压折弯件表面质量不良主要有:划伤、拉伤、凹点等等。主要是由于模具表面光洁度不好、模具硬度热处理不合理、折弯模具圆角过小或有损坏的地方。另外,钢板的厚度不标准或者材料不合格也会导致产品外观不良。
3、折弯处出现裂纹
(1)、材料选择不当
原材料的塑形不好,硬度过高,脆性过大。
(2)、折弯方向选择不当
在折弯时,一定要将折弯方向与材料轧纹方向相同,而对于需要双向折弯的不锈钢冲压折弯件,折弯方向要和轧纹方向成45度的夹角。
(3)、摩擦力过大
在折弯时,可根据实际的加工情况,采用润滑。
(4)、模具圆角过小
模具圆角也就是折弯的弯曲的半径,通常根据材料的厚度确定,如果材料过厚而圆角过小,就容易出现裂纹。
沧州德帮汽车配件制造有限公司(http://www.dbqcpj.com)主营各种五金冲压拉伸件、金属折弯件、五金冲压件拥有各类大、小压力机(冲床)及相应的配套设备。把产品的质量和客户的满意作为公司的追求,努力提高产品的质量和性能,欢迎新老客户前来选购。
原文链接:http://www.zbyunfeijx.com/chanpin/show-44299.html,转载和复制请保留此链接。
以上就是关于内蒙古金属折弯件生产厂家|德帮汽车配件公司定制金属五金折弯件全部的内容,关注我们,带您了解更多相关内容。
以上就是关于内蒙古金属折弯件生产厂家|德帮汽车配件公司定制金属五金折弯件全部的内容,关注我们,带您了解更多相关内容。